
Equipmentиһазлар белән идарә итү бүлеге, Синопек Йизэнг Химик Пыяла ООО, 211900
Аннотация: Бу кәгазь зур турбо экспандер агрегатларының аномаль сәбәпләрен анализлый, проблемаларны чишү өчен берничә чаралар тәкъдим итә, һәм куркынычсызлык пунктларын һәм профилактик чаралар чараларын аңлый.Лакны бетерү технологиясен кулланып, яшерен куркынычлар бетерелә һәм җайланманың эчке куркынычсызлыгы тәэмин ителә.
1. гомуми күзәтү
Yizheng Chemical Fiber Co., Ltd. заводының 60 т / ПТА заводының һава компрессоры берәмлеге Германия MAN Turbo җиһазлары белән җиһазландырылган.Unitайланма - өч катлы берәмлек, анда һава компрессоры берәмлеге күп валлы биш этаплы турбина берәмлеге, конденсатор пар турбинасы һава компрессор җайланмасының төп йөртү машинасы буларак кулланыла, һәм турбо экспандеры һава компрессоры берәмлеге буларак кулланыла.Ярдәмче машина.Турбо экспандеры югары һәм түбән ике этаплы киңәйтүне кабул итә, һәрберсенең сорау порты һәм чыгару порты бар, һәм импульс өч яклы этәргеч кабул итә (1 нче рәсемне кара)
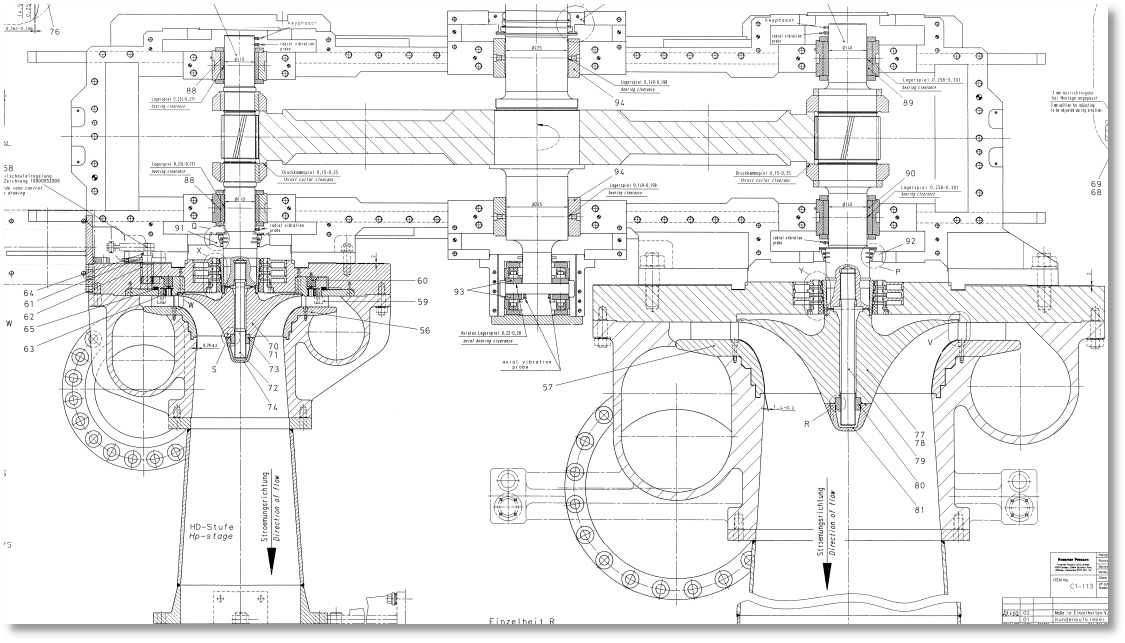
Рәсем 1 Зурайту берәмлегенең секциональ күренеше (сулда: югары басым ягы; уңда: түбән басым ягы)
Турбо экспандерының төп эш параметрлары түбәндәгечә:
8гары басымлы як тизлеге 16583 р / мин, ә түбән басымлы тизлек 9045 р / мин;экспандерның бәяләнгән гомуми көче 7990 КВт, һәм агым тизлеге 12700-150450-кг / с;керү басымы 1,3Мпа, һәм чыгару басымы 0,003Мпа.Pressureгары басымлы якның кабул итү температурасы 175 ° C, һәм чыгару температурасы 80 ° C;түбән басымлы якның кабул итү температурасы 175 ° C, һәм чыгару температурасы 45 ° C;югары басымлы һәм түбән басымлы тишекле валларның ике очында да ябыштыргычлар кулланыла, подшипниклар, һәрберсе 5 такта белән, нефть кертү торбасы нефтьне ике юл белән кертә ала, һәм һәрбер подшипникның бер нефть кертү тишеге бар. 3 группа 15 нефть инъекциясе, нефть кертү очының диаметры 1,8 мм, подшипник өчен 9 нефть кайтару тишеге бар, һәм гадәти шартларда 5 порт һәм 4 блок кулланыла.Бу өч берәмлек агрегат майлау станциясеннән үзәкләштерелгән нефть белән тәэмин итүнең мәҗбүри майлау ысулын куллана.
2. Экипаж белән проблемалар
2018-нче елда, VOC чыгару таләпләрен канәгатьләндерү өчен, җайланмага оксидлашу реакторының койрык газын эшкәртү өчен яңа VOC берәмлеге кушылды, һәм эшкәртелгән койрык газы экспандерга кертелде.Оригиналь койрык газындагы бромид тозы югары температурада оксидлашканга, бромид ионнары бар.Бромид ионнары конденсацияләнмәсен өчен һәм койрык газы киңәйгәндә һәм экспандерда эшләгәндә, ул экспандерга һәм аннан соңгы җиһазларга коррозия китерәчәк.Шуңа күрә киңәйтү берәмлеген арттырырга кирәк.Pressureгары басым ягыннан һәм түбән басым ягыннан температура һәм эскиз температурасы (карагыз таблица 1).
Таблица 1 VOC трансформациясенә кадәр һәм аннан соң экспандерның керү һәм чыгу урынындагы эш температурасы исемлеге
| NOК. | Параметр үзгәрү | Элеккеге үзгәрү | Трансформациядән соң |
| 1 | Pressureгары температураның һава температурасы | 175 ° C. | 190 ° C. |
| 2 | Pressureгары басымлы ягулык температурасы | 80 ℃ | 85 ° C. |
| 3 | Түбән басым ягы һава температурасы | 175 ° C. | 195 ° C. |
| 4 | Түбән басымлы ягулык температурасы | 45 ° C. | 65 ° C. |
VOC трансформациясе алдыннан, түбән басым очында йөртүче булмаган температура якынча 80 ° C тотрыклы булган (мондагы сигнализация температурасы 110 ° C, һәм югары температура 120 ° C).VOC трансформациясе 2019 елның 6 гыйнварында башланганнан соң, экспандерның түбән басым очында йөртүче булмаган температура әкрен күтәрелде, һәм иң югары температура иң югары хәбәр ителгән температура 120 ° C ка якын иде, ләкин бу чорда тибрәнү параметрлары сизелерлек үзгәрмәде (2 нче рәсемне кара).

2 нче рәсем
1 - агым сызыгы 2 - драйвер булмаган соңгы сызык 3 - йөртүче булмаган вал тибрәнү сызыгы
3. Анализ һәм дәвалау ысулы
Пар турбина подшипникларының температураның үзгәрү тенденциясен тикшергәннән һәм анализлаганнан соң, инструментлар күрсәтү, процесс үзгәрүләре, пар турбинасы кисточкаларының статик тапшыруы, җиһаз тизлегенең үзгәрүе, өлешләрнең сыйфаты, температураның үзгәрүенең төп сәбәпләре. :
3.1 Экспандерның түбән басым очында импульс булмаган ягы температурасының күтәрелү сәбәпләре
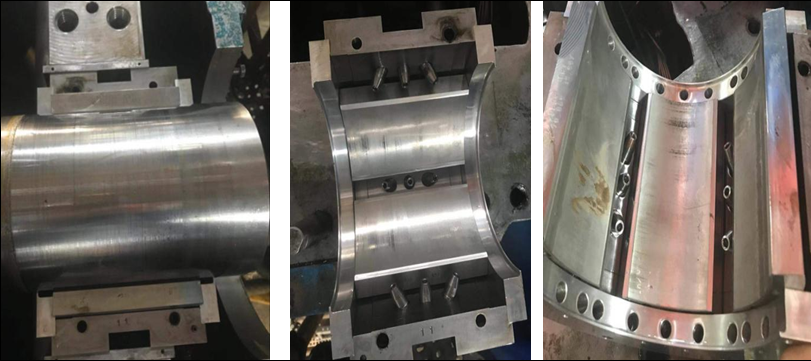
3.1.1 Сүндерү инспекциясе ачыклады, подшипник белән вал белән тиш тешләрен чистарту арасы нормаль иде.Экспандерның түбән басым очында импульс булмаган ягы өстендәге шикле лактан кала (3 нче рәсемне кара), башка подшипникларда аномальлек табылмады.

Рәсем 3 Драйвер булмаган очкычның һәм экспандерның кинематик парының физик картинасы
3.1.2 Майлау майы бер елдан да азрак алыштырылганлыктан, нефтьнең сыйфаты машина йөртү алдыннан сынау үткән.Шикләрне бетерү өчен, компания майлау майын профессиональ компаниягә сынау һәм анализ өчен җибәрде.Профессиональ компания раслау өслегендәге өстәмә эре лак, MPC (лак тизлеге индексы) булуын раслый (4 нче рәсемне кара)
Рәсем 4 Нефть мониторингы технологияләре анализы отчеты
3.1.3 Экспандерда кулланылган майлау мае - Shell Turbo 46 46 турбина майы (минераль май).Минераль май югары температурада булганда, майлау мае оксидлаштырыла, һәм оксидлаштыру продуктлары куак өслегенә җыелып, лак ясыйлар.Минераль майлау майы, нигездә, углеводород матдәләреннән тора, алар бүлмә температурасында һәм түбән температурада чагыштырмача тотрыклы.Ләкин, углеводород молекулаларының кайберләре (хәтта бик аз) югары температурада оксидлашу реакцияләрен кичерсәләр, башка углеводород молекулалары да чылбыр реакцияләрен кичерәчәкләр, бу углеводород чылбыры реакцияләренә хас.
3.1.4 equipmentиһаз техниклары җиһазлар органы ярдәме, керү һәм чыгу торбаларының салкын стрессы, нефть системасының агып чыгуын һәм температура тикшерүенең бөтенлеген тикшерделәр.Expәм экспандерның түбән басымлы ягының драйвер булмаган очында подшипниклар җыелмасын алыштырдылар, ләкин бер ай йөргәннән соң, температура һаман да 110 reached җитте, аннары тибрәнүдә һәм температурада зур үзгәрүләр булды.Ретрофитка кадәрге шартларга якынлашу өчен берничә үзгәреш кертелде, ләкин бернинди эффектсыз диярлек (5 нче рәсемне кара).

Рәсем 5 Бәйләнешле күрсәткечләрнең тенденция схемасы 13 февральдән 29 мартка кадәр
MAN Turbo җитештерүче, экспандерның хәзерге эш шартларында, кабул итү һавасы күләме 120 т / с тотрыклы булса, чыгару көче 8000 кВт, бу гадәти эш шартларында 7990 кВт оригиналь конструкция көченә чагыштырмача якын;Airава күләме 1 30 т / с булганда, чыгару көче 8680 кВт;кабул итү һава күләме 1 46 т / с булса, чыгару көче 9660 кВт.Түбән басым ягы башкарган эш экспандерның өчтән ике өлешен тәшкил иткәнгә, экспандерның түбән басымлы ягы артык йөкләнергә мөмкин.Температура 110 ° C-тан артканда, тибрәнү бәясе кискен үзгәрә, бу вал өслегендә яңа барлыкка килгән лак һәм куак куаклары бу чорда тырналганын күрсәтә (6-нчы рәсемне кара).
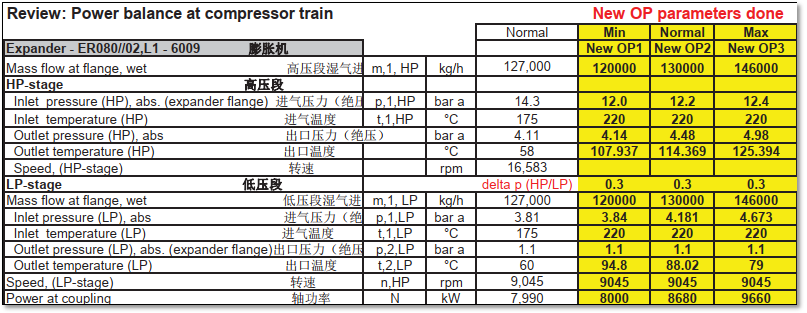
Рәсем 6 Зурайту берәмлегенең көч балансы таблицасы
3.2Мөмкин булган проблемаларга механизм анализы
3.2.1 7 нче рәсемдә күрсәтелгәнчә, плитка блокының аз тибрәнү юнәлеше белән координаталар системасындагы горизонталь координаталар сызыгы арасында кертелгән почмак β, плитка блогының селкенү почмагы φ , һәм плиткалар 5 плиткалардан тора, плитка нефть пленкасы басымына дучар булганда, такта тулы абсолют тән булмаганлыктан, кысу деформациясеннән соң такта фулкрумы торышы булачак. Фулкрумның каты булуы аркасында геометрик йөкләү юнәлеше буенча кечкенә күчерү ясыйлар, шуның белән родовой чистартуны һәм нефть пленкасының калынлыгын үзгәртәләр [1] .
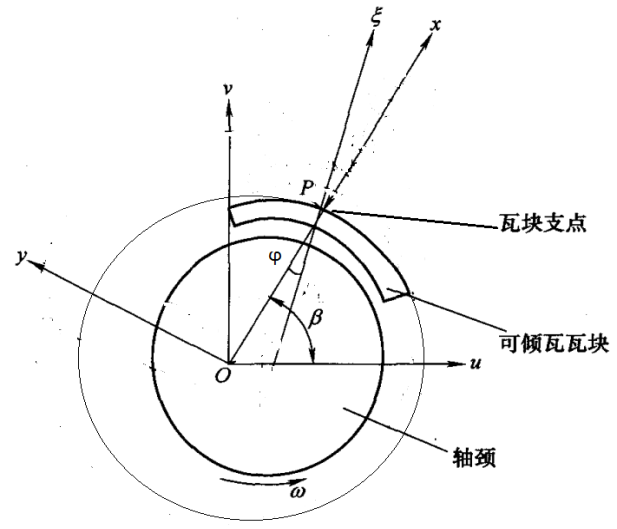
7 нче рәсем
3.2.2 1-нче рәсемнән күренеп тора: ротор - кантильвер нур структурасы, һәм этәргеч төп эш компоненты.Эшләүче ягы йөртүче ягы булганлыктан, газ эшне киңәйткәндә, импульс ягында әйләнүче вал газ дампинг эффекты аркасында куак куакларында идеаль хәлдә, һәм нефть аермасы нормаль булып кала.Зур һәм кечкенә тишекләр арасына моментны тарату һәм тапшыру процессында, бу фулкрум кебек, импульс булмаган як валның радиаль ирекле хәрәкәте артык йөкләү шартларында чикләнәчәк, һәм майлау кино басымы бүтәннәрнекенә караганда югарырак. подшипниклар, бу урынны майлау Фильмның каты булуы арта, нефть пленкасының яңару темплары кими, сүрелүчән җылылык арта, нәтиҗәдә лак.
3.2.3 Нефтьтәге лак, нигездә, өч формада җитештерелә: нефтьнең оксидлашуы, нефтьнең "микро-януы", һәм җирле югары температура агымы.Лак майның "микро-януы" аркасында булырга тиеш.Механизм түбәндәгечә: майлау майында билгеле күләмдә һава (гадәттә 8% тан ким) эричәк.Эретү лимиты арткач, нефтькә кергән һава майда асылынган күбекләр рәвешендә булачак.Подшипникка кергәннән соң, югары басым бу күбекләрнең тиз адиабатик кысылуына китерә, һәм сыеклык температурасы тиз күтәрелә, майның адиабатик "микро-януы" китереп чыгара, нәтиҗәдә бик зур күләмдә эри алмый.Бу эри торган поляр поляр һәм лаклар ясау өчен металл өслекләргә ябышалар.Басым никадәр зуррак булса, эри торган матдәләрнең эрүчәнлеге түбәнрәк, һәм лак формалаштыру җиңелрәк.
3.2.4 Лак формалашу белән, ирекле булмаган нефть пленкасының калынлыгы лакны били, һәм шул ук вакытта нефть пленкасының яңарту тизлеге кими, температура әкренләп күтәрелә, ул арта. подшипник куак өслеге белән вал арасындагы сүрелү, һәм урнаштырылган лак җылылыкның начар таралуына һәм нефть температурасының күтәрелүенә зур куак температурасына китерә.Ахырда, журнал лакка каршы сөртелә, бу вал тибрәнүенең көчле үзгәрүендә чагыла.
3.2.5 Экспандер майының MPC кыйммәте югары булмаса да, майлау системасында лак булганда, майдагы лак кисәкчәләренең эрүе һәм явым-төшеме чикләнгән, чөнки майлау эретү мөмкинлеге чикләнгән. лак кисәкчәләре.Бу динамик баланс системасы.Ул туенган хәлгә җиткәч, лак подшипникка яисә подшипникка эленеп торачак, бу куркынычсыз эшкә тәэсир итүче төп яшерен куркыныч булган подшипникның температурасының үзгәрүенә китерәчәк.Ләкин ул подшипникка ябышканга, бу подшипникның температурасының күтәрелүенең бер сәбәбе.
4 Чаралар һәм каршы чаралар
Подшипникка лак тупланмасын бетерү җайланманың контроль температурада эшләвен тәэмин итә ала.Лак чыгару җиһазларын җитештерүчеләр белән тикшеренүләр һәм аралашу аша без яхшы куллану эффекты һәм базар абруе булган Куншан Винсонда сайладык, буяуны бетерү өчен кушылма лакны чыгару җайланмасы булган WVD-II электростатик adsorption + резин adsorption.мембрана.
WVD-II серияле нефть чистарткычлар электростатик adsorption чистарту технологиясен һәм ион алмашу технологиясен эффектив берләштерәләр, эретелгән лакны резин adsorption аша чишәләр, һәм электростатик адсорбция ярдәмендә эретелгән лакны чишәләр.Бу технология кыска вакыт эчендә ылайның эчтәлеген киметә ала, Кыска вакыт эчендә, күп күләмдә чүп / лак булган оригиналь майлау системасы иң яхшы эш торышына кайтарылырга мөмкин, ә әкрен күтәрелү проблемасы. Лак аркасында китерелгән ыргыту температурасы чишелергә мөмкин.Бу пар турбинасының нормаль эшләве вакытында барлыкка килгән һәм эри торган нефть ыланын эффектив рәвештә бетерә һәм булдыра ала.
Аның төп принциплары түбәндәгечә:
4.1 Эрон лакны чыгару өчен ион алмашу резинасы
Ион алмашу резинасы нигездә ике өлештән тора: полимер скелет һәм ион алмашу төркеме.Адсорбция принцибы 8 нче рәсемдә күрсәтелгән,
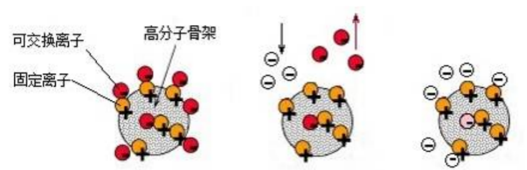
Рәсем 8 Ион-үзара бәйләнешле резин adsorption принцибы
Алмашлык төркеме билгеле өлешкә һәм күчерелгән өлешкә бүленә.Туры өлеш полимер матрицага бәйләнгән һәм иркен хәрәкәт итә алмый, һәм тотрыклы ионга әйләнә;күчерелә торган өлеш һәм тотрыклы өлеш ион бәйләнешләре белән кушылып, алыштырыла торган ионга әйләнәләр.Туры ионнар һәм күчмә ионнар тиешенчә капма-каршы корылмаларга ия.Подшипник куакларында мобиль өлеш иркен хәрәкәтләнүче ионнарга таркала, алар башка деградация продуктлары белән бер үк корылма белән алмашалар, шулай итеп алар тотрыклы ионнар белән берләшәләр һәм алмашу базасында нык торалар.Төркемдә ул нефть белән, ион алмашу резинасы adsorption белән чыгарылган эретелгән лак белән алына.
4.2 Туктатылган лакны бетерү өчен электростатик adsorption технологиясе
Электростатик adsorption технологиясе, нигездә, уңай һәм тискәре зарядны күрсәтү өчен, нефтьнең пычранган кисәкчәләрен поляризацияләү өчен, югары көчәнешле электростатик кыр булдыру өчен, югары көчәнешле генератор куллана.Нейтраль кисәкчәләр зарядланган кисәкчәләр белән кысыла һәм хәрәкәтләнә, һәм ниһаять, барлык кисәкчәләр adsorbed һәм коллекторга беркетелә (9 нчы рәсемне кара).
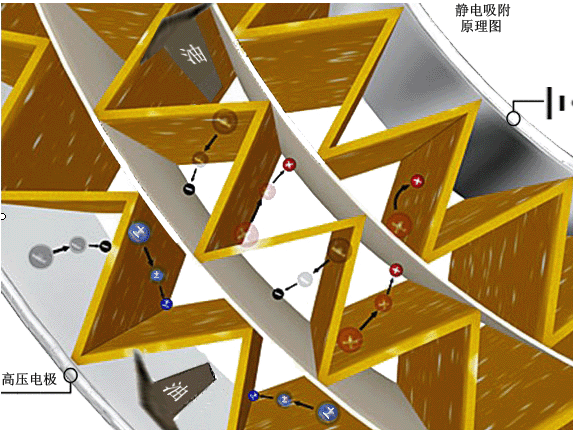
Рәсем 8 Электростатик adsorption технологиясе принцибы
Электростатик нефтьне чистарту технологиясе барлык эри торган пычраткыч матдәләрне, шул исәптән кисәкчәләр пычракларын һәм нефтьнең деградациясе аркасында ясалган лакны бетерә ала.Ләкин, традицион фильтр элементлары зур кисәкчәләрне тиешле төгәллек белән генә алып китә ала, һәм субмикронны чыгару кыен асылынган лак.
Бу система лакны тулысынча чишә ала һәм подшипникка урнаштыра, шуның белән подшипник температурасы һәм лак аркасында тибрәнү үзгәрүләрен тулысынча чишә ала, шулай итеп җайланма озак вакыт тотрыклы эшли ала.
5 Йомгаклау
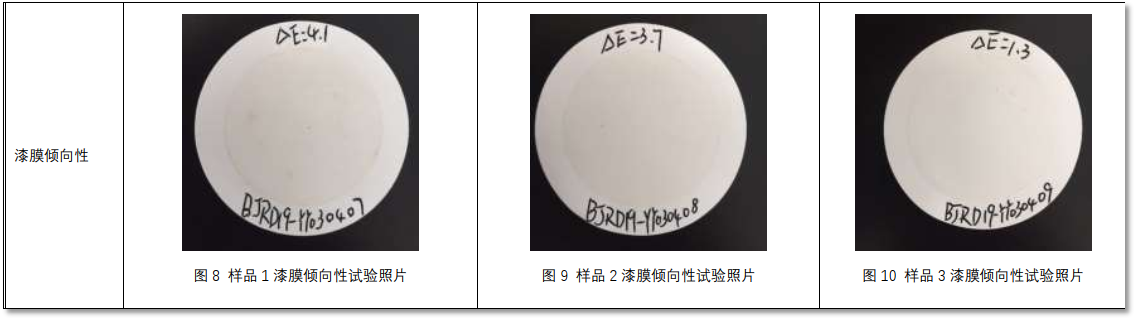
WSD WVD-II лакны чыгару җайланмасы кулланылышка кертелде, ике ел күзәтү вакытында, температура һәрвакыт 90 ° C тирәсендә сакланды, һәм җайланма гадәти эштә калды.Лаклы фильм табылды (10 нчы рәсемне кара).
Лакны чыгарганнан соң, сүтүнең физик картинасы
җиһаз
сылтамалар:
[1] Лю Сионг, Сяо Чжунхуй, Ян Чжян, һәм Чен Чжужи.Пивот эластик һәм сүндергеч такталар подшипникларының динамик характеристикалары буенча санлы симуляция һәм эксперименталь тикшеренүләр [J].Кытай машина төзелеше журналы, 2014 елның октябре, 50 (19): 88.
Пост вакыты: 13-2022 декабрь